| 擬答 ㈠ 標準化(standardization): 依據企業的實況,合理的制定材料、零件、設備、製品等的說明書、作業方法、業務手續等標準、規格或規定,並且有組織的、靈活的有效運用這些標準,以達到經營管理目的的一切活動稱之。 ㈡ 標準化的對象:
㈢ 標準化的目的:
㈣ 使生產線標準化就要執行標準製造法:> 為使不同人執行同樣作業所得結果一致,必須將作業程序予以明確書面化,此種供遵循的書面文件,稱為標準作業程序(standard operation procedure, SOP),依照SOP製造產品的方法,稱作標準製造法。 |
| 擬答 ㈠ 競爭策略介紹 1980年哈佛大學商學院麥克‧波特教授提出一般性的競爭策略,可分為整體成本領導策略、差異化策略、集中化策略等三種類型。以下對此三種策略之特色進行說明:
㈡ 競爭性策略運用於新產品開發 通常消費者的購買動機係以價格與機能、外觀等因素為初次購買的決定因素,但第二次以後,就以品質好壞來決定,因此,就長期來說,具有新的功能與良好品質的新產品,有時候比價格因素更重要。 若不希望以低價與其他廠商的類似產品做價格的競爭,則設計新產品應導向差異化策略或集中差異化策略來著手進行。以下為可行的方法:
|
||||||
| 擬答 為食品工廠在製造、包裝及儲運等過程中,有關人員、建築、設施、設備之設置以及衛生、製程及品質等管理均符合良好條件之專業指引,並藉適當運用危害分析重點管制(HACCP)系統之原則,以防範在不衛生條件、可能引起污染或品質劣化之環境下作業,並減少作業錯誤發生及建立健全的品保體系,以確保食品之安全衛生及穩定產品品質。
|
|||||||||||||||||||||
 GMP
GMP TQF
TQF| 擬答 ㈠ 餐飲業者作業場所:
◎即食餐食工廠各作業場所清潔度之區分
|
||||||||||||||
| 擬答 參照食品衛生法規、HACCP標準及專家的意見,共同規劃出一套符合衛生且動線順暢的廠房。場所依清潔度區分: 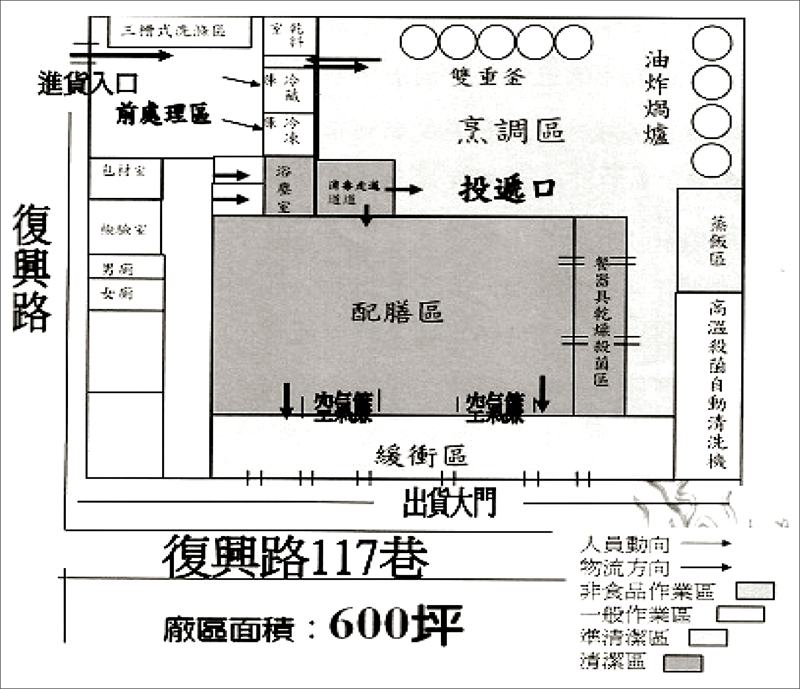 以某餐盒工廠為例:
|